

Summary
- AWS says laser welding is getting a fresh look in shipbuilding as newer beam control addresses older limits on thick sections.
- Zack Sanders of Civan Lasers points to dynamic beam laser technology as a way to improve gas escape, consistency, and joint performance.
- The bigger issue now is not only speed, but how to qualify laser-welded joints safely under shipbuilding and welding codes.
American Welding Society says shipbuilding is still careful with laser welding for good reason. Older laser methods could struggle on thicker sections, with spatter, voids, and inconsistent results that were hard to accept in critical work. In the article, AWS highlights how newer dynamic beam laser technology is being presented as a way to move past some of those limits.
The main technical point is beam control. Instead of one fixed beam, the system combines multiple single-mode laser beams and adjusts beam shape, sequence, frequency, and focal depth.

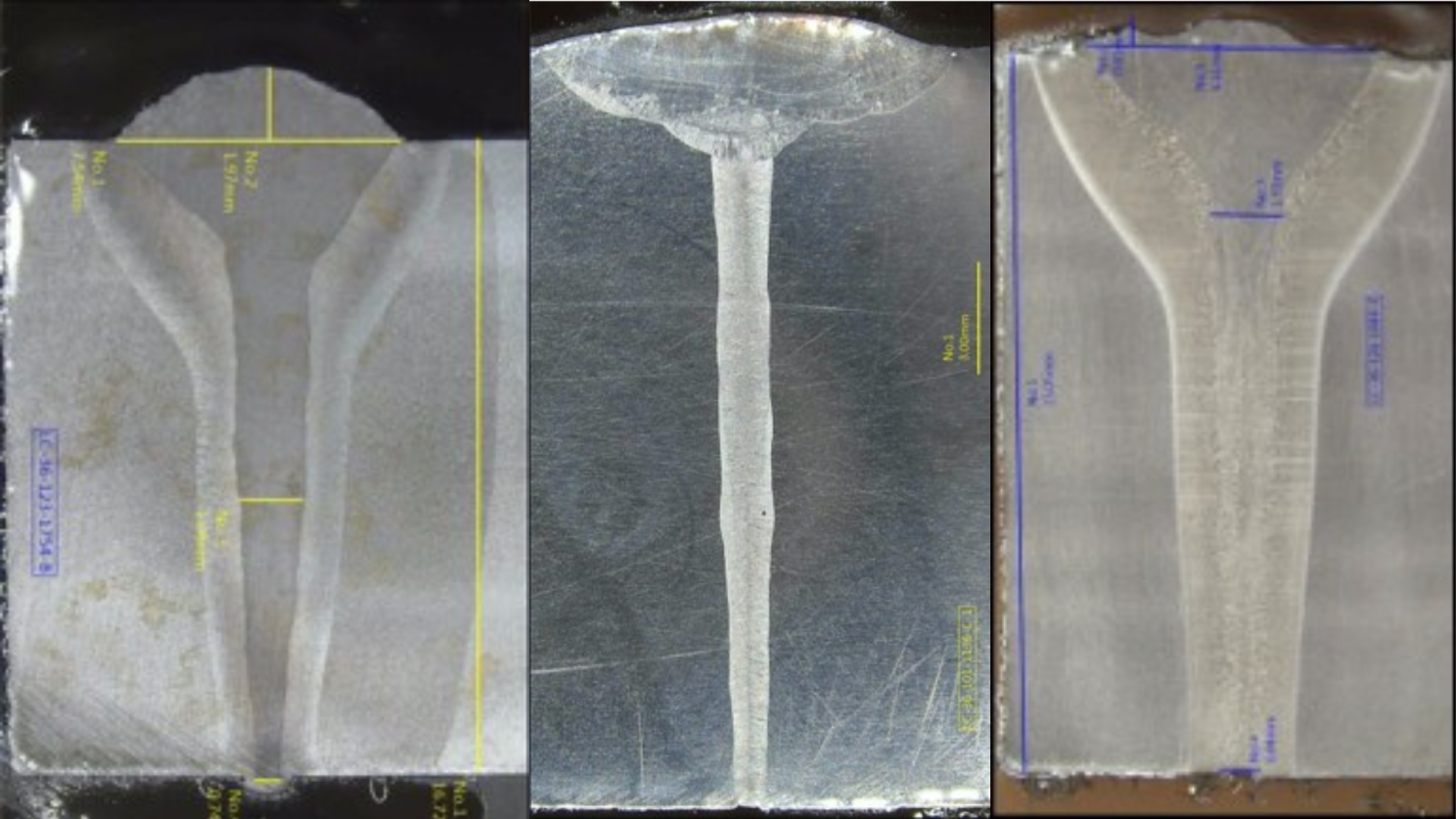
According to Zack Sanders, that approach has already been used on ship panels, stiffeners, and T-beam structures, joining 6 to 25 mm steel and stainless in butt and fillet welds. AWS also reports that the technology has welded material up to 75 mm in a single pass without beveling.
The story is not really about laser speed alone. Sanders says a big part of the gain comes from removing bevel preparation and reducing filler use, with some joints needing far less wire than SAW or GMAW. At the same time, AWS makes it clear that the next step is code acceptance: finding safe, conservative ways to bring laser-welded joints into ABS, NAVSEA, AWS, and other qualification paths for real production use in shipbuilding.
Source:
Discussion